1 Подготовительные работы
1.1 Ответственным сотрудникам эксплуатирующей организации производится подготовка электропоезда к проведению ремонтных работ. Для этого необходимо:
- после постановки поезда на ремонтную позицию под колеса вагонов, смежных с ремонтируемой сцепкой, установить тормозные башмаки с двух сторон;
- опустить токоприемники электропоезда;
- полностью растормозить поезд. Допускается растормаживать только необходимые вагоны (минимальное количество вагонов от ремонтируемой сцепки;
- обесточить электропоезд.
1.2 На смежных вагонах, где планируется проведение ремонтных работ, произвести фиксацию межвагонного перехода.
Фиксация межвагонного перехода приспособлением для подвешивания межвагонного перехода производится в следующей последовательности (рисунок 1):
- на крышу заторможенного вагона установить большую опору;
- на крышу смежного вагона установить малую опору с балкой. Шпилька М20 на балке должна быть полностью выкручена;
- для проведения работ на крыше вагонов должно быть установлено два приспособления для подвешивания межвагонного перехода;
- сферический наконечник шпильки М20 смазать консистентной смазкой;
- зацепить крюк приспособлений за проушины на межвагонном переходе;
- от руки натянуть цепь приспособлений и зафиксировать ее при помощи болта М6 и гайки М6;
- при помощи ключа закрутить шпильку М20 на максимальную величину или до появления сплошного визуального зазора между опорой межвагонного перехода и опорной планкой сцепного устройства.
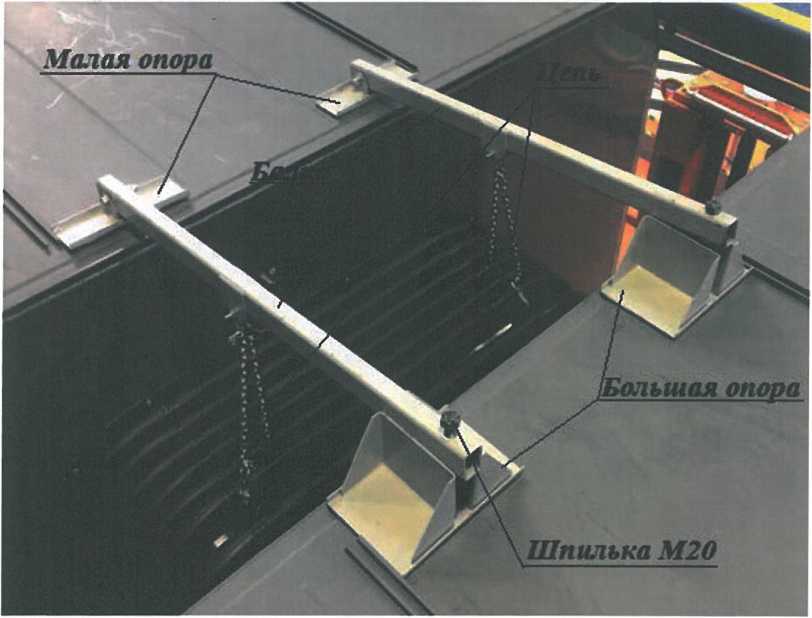
Рисунок 1 – Приспособление для подвешивания межвагонного перехода, установленное на крыше смежных вагонов электропоезда
1.3 Снять цепочки, поддерживающие пневмомагистрали.
1.4 На длинной межвагонной сцепке БСУ-ТМ 122 демонтировать шунты, соединяющие следующие элементы:
- головы сцепок;
- вставку и межвагонный переход;
- голову сцепки и вставку;
- вставку и поглощающий аппарат;
- плиту и поглощающий аппарат;
- голову сцепки и поглощающий аппарат.
1.5 На короткой и длинной межвагонных сцепках БСУ-ТМ122 смежных вагонов под направляющую планку поглощающего аппаратаТ-8П подложить брусок высотой от 60 до 65 мм (рисунок 2).
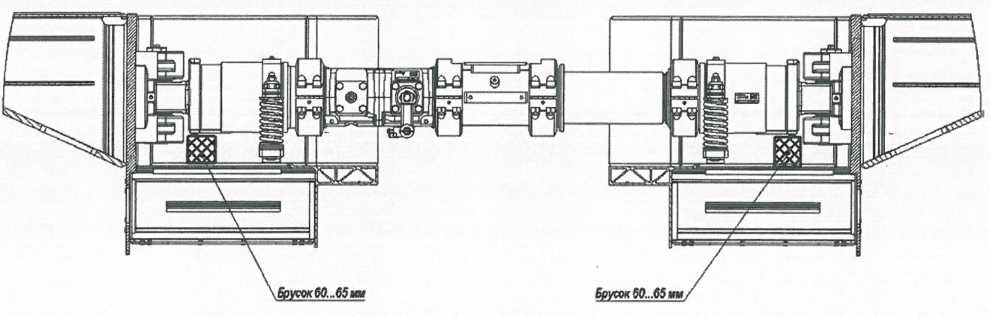
Рисунок 2 – Расположение брусков под поглощающим аппаратом Т-8П
1.6 На смежных вагонах полностью свинтить низкие гайки M16 со шпилек опоры БСУ-ТМ122.
1.7 Закручиванием высоких гаек M16 на шпильках опоры БСУ-ТМ122 выставить зазор в (15 – 25) мм между опорной плоскостью и скользуном опоры. Данную операцию производить на опорах, установленных на короткой и на длинной сцепках. В процессе демонтажа и монтажа допускается регулировка оси сцепки при помощи опоры БСУ-ТМ122.
1.8 Установить приспособление ПТ017 для разведения и сведения вагонов на смежные вагоны, как показано на рисунке 3. Для этого:
- установить верхнюю пластину на раму одного вагона так, чтобы шпильки были вставлены в штатные отверстия 025,5 мм;
- снизу на шпильки установить нижнюю пластину и усилием от руки затянуть гайками М24;
- установить верхнюю и нижнюю пластины на раму смежного вагона;
- между пластинами, смонтированных на смежных вагонах, установить талрепный механизм и зафиксировать его при помощи двух болтов М30×75 и двух гаек М30. Гайки затягивать от руки.
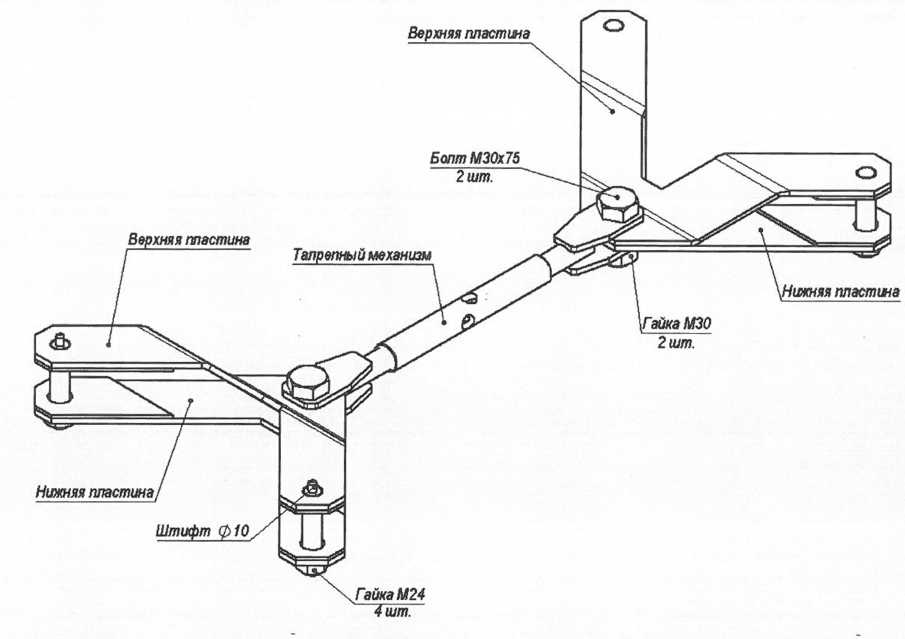
Рисунок 3 – Приспособление ПТ017 для разведения и сведения вагонов
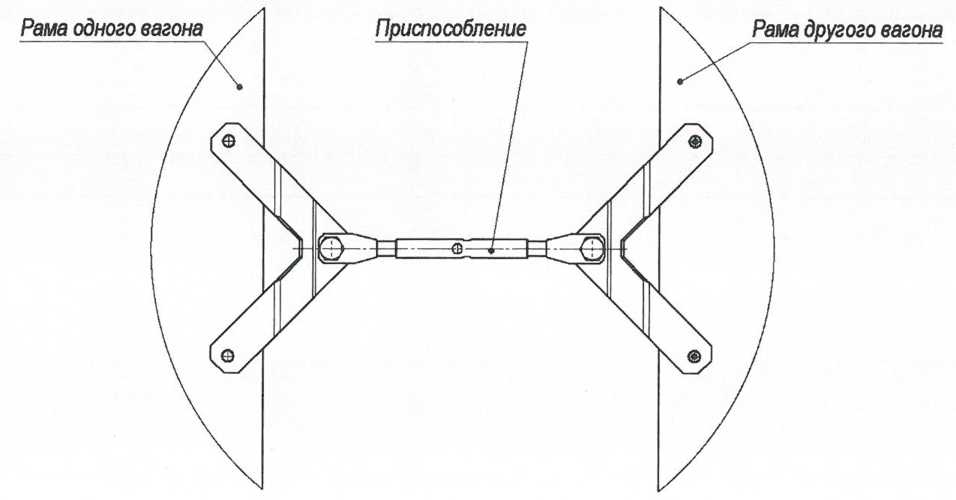
Рисунок 4 – Приспособление для разведения и сведения вагонов, установленное на смежные вагоны
1.9 Демонтировать клеммы, соединяющие крэш элемент и вставку (рисунок 5).
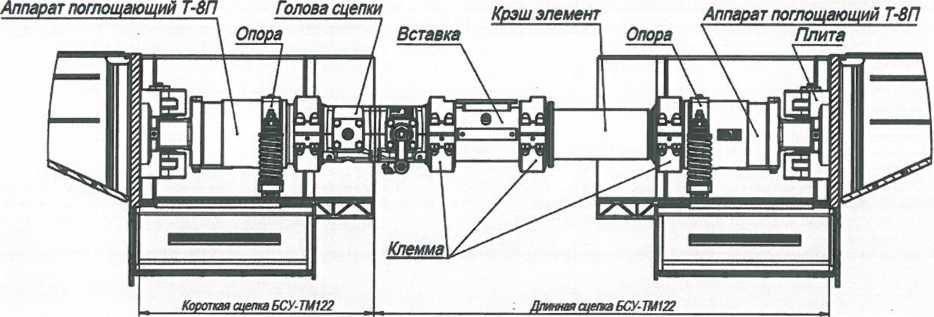
Рисунок 5 – Беззазорное сцепное устройство БСУ-ТМ 122
1.10 Со стороны меньшего от сцепки количества вагонов сместить тормозные башмаки так, чтобы вагоны можно было откатить на (110-130) мм.
1.11 Со стороны большего от сцепки количества вагонов проверить наличие тормозных башмаков под колесами вагонов смежного с ремонтной сцепкой.
1.12 Для обеспечения безопасности и контроля правильности скольжения шпильки М20 по большой опоре в процессе разведения вагонов допускается нахождение работника на крыше неподвижного вагона.
1.13 Вращением талрепного механизма приспособления ПТО 17 произвести разведение вагонов на расстояние от 100 до 120 мм.
1.14 Подставить тормозные башмаки с двух сторон под колеса вагонов, которые откатывались.
1.15 В карманы смежных вагонов установить помост для обслуживания сцепного устройства БСУ-ТМ 122 (рисунок 6). Для этого:
- установить основную раму помоста на пластины приспособления для разведения и сведения вагонов так, чтобы направляющие штифты 0!!! 10 мм на одной из пластин попали в отверстия на раме помоста;
- в раму вложить две панели боковые и панель среднюю, накрыть листом;
- монтаж дополнительного стола с опорой производится при необходимости.
1.16 Для удобства демонтажа развести смежные сцепки в разные стороны.
1.17 Демонтировать клеммы, соединяющие поглощающий аппарат Т-8П и крэш-элемент, и снять крэш-элемент.
1.18 Для удобства демонтажа и вывода демонтированных деталей сцепного устройства за пределы межвагонного пространства можно использовать дополнительный стол, передвижной стол и домкрат (рисунок 7).
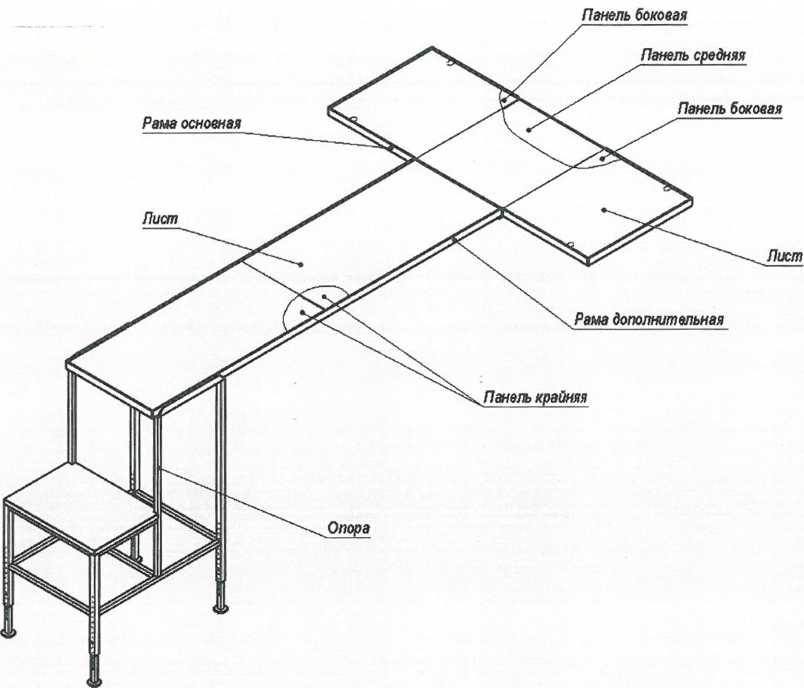
Рисунок 6 – Помост для обслуживания сцепки БСУ-ТМ 122
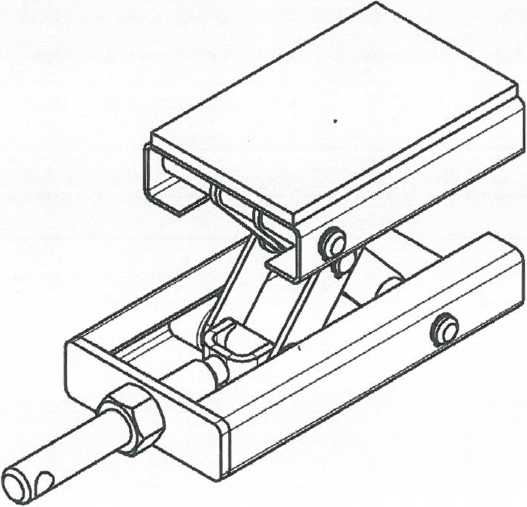
Рисунок 7 – Домкрат
2 Порядок проведения работ по замене крэш-элемента
2.1 Установить новый крэш-элемент ТМ121.03.00.000-02. Для этого:
2.1.1 При помощи домкратов приподнять крэш-элемент до уровня сцепки и совместить фланец крэш-элемента с фланцем поглощающего аппарата Т-8П.
2.1.2 В верхний паз вложить направляющий штифт.
2.1.3 Установить клеммы так, чтобы направляющие штифты попали в пазы, предусмотренные во фланцах крэш-элемента и поглощающего аппарата. Перед установкой внутреннюю поверхность клемм смазать консистентной смазкой. Убедиться в отсутствии сплошного зазора между присоединительными фланцами.
2.1.4 Соединить клеммы при помощи четырех винтов М20×100, шайб и гаек FS М20. Шайбы установить под головки винтов. Винты М20 затягивать «крест-накрест» в 3 этапа, обеспечивая примерно одинаковый зазор между клеммами:
- все четыре винта М20 затянуть моментом силы затяжки от 50 до 70 Н-м;
- все четыре винта М20 затянуть моментом силы затяжки от 160 до 180 Н м;
- окончательно затянуть все четыре винта М20 моментом силы затяжки от 320 до 350 Н-м.
ВНИМАНИЕ: ПРИ СБОРКЕ КЛЕММ ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ БОЛТЫ М20х100 И ГАЙКИ FS М20 БЫВШИЕ В ЭКСПЛУАТАЦИИ! СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ТОЛЬКО НОВЫЕ БОЛТЫ И НОВЫЕ ГАЙКИ!
2.2 В горизонтальной плоскости вручную соосно выставить сцепки друг относительно друга.
2.3 Проверить соосность сцепок в вертикальной плоскости. При необходимости, регулировка в вертикальной плоскости осуществляется при помощи закручивания или откручивания гаек Ml6 на шпильках опоры.
2.4 Демонтировать помост.
2.5 Со стороны меньшего от сцепки количества вагонов убрать тормозные башмаки из-под колес со стороны ближайшей к ремонтируемому сцепному устройству.
2.6 Со стороны большего от сцепки количества вагонов проверить наличие тормозных башмаков под колесами вагонов.
2.7 При помощи приспособления для разведения и сведения вагонов свести вагоны между собой до плотного прилегания присоединительных фланцев крэш-элемента и вставки. Убедиться в отсутствии сплошного зазора между присоединительными фланцами.
2.8 Для обеспечения безопасности и контроля правильности скольжения шпильки М20 по большой опоре в процессе свода вагонов допускается нахождение работника на крыше неподвижного вагона.
2.9 В верхний паз вложить направляющий штифт.
2.10 Установить клеммы так, чтобы направляющие штифты попали в пазы, предусмотренные во фланцах вставки и крэш-элемента. Перед установкой внутреннюю поверхность клемм смазать консистентной смазкой. Убедиться в отсутствии зазора между присоединительными фланцами.
6.2.11 Соединить клеммы при помощи четырех винтов М20×100, шайб и гаек FS М20. Шайбы установить под головки винтов. Винты М20 затягивать «крест-накрест» в 3 этапа, обеспечивая примерно одинаковый зазор между клеммами:
- все четыре винта М20 затянуть моментом силы затяжки от 50 до 70 Н-м;
- все четыре винта М20 затянуть моментом силы затяжки от 160 до 180 Н м;
- окончательно затянуть все четыре винта М20 моментом силы затяжки от 320 до 350 Нм.
2.12 Проверить, чтобы опора межвагонного перехода находилась над скользуном, зафиксированным на вставке. При необходимости откорректировать.
2.13 Демонтировать приспособление для разведения и сведения вагонов.
2.14 Удалить бруски из-под сцепок.
2.15 Отрегулировать опоры на двух сцепках.
2.16 Осуществить монтаж цепочки, поддерживающей пневмомагистрали.
2.17 На длинной межвагонной сцепке БСУ-ТМ122 установить
демонтированные шунты, соединяющие элементы сцепки.
2.18 Демонтировать приспособления для подвешивания межвагонного перехода на крыше смежных вагонов.
2.19 Восстановить поврежденную в процессе ремонтных работ окраску, путем подкрашивания грунт-эмалью черного цвета. Перед подкрашиванием места подкраски протереть ветошью, смоченной растворителем.
2.20 При помощи ветоши с растворителем смыть старые контрольные метки с головок болтов, винтов, гаек и прилегающих поверхностей.
2.21 На головки болтов, винтов и гайки, с переходом на прилегающую поверхность, маркером по металлу с водостойкой краской желтого цвета нанести полосы шириной от 3 до 5 мм, длиной от 15 до 20 мм.